Конкурс самоделок - лето 2019 - завершен

Конкурс самоделок - лето 2019 - завершен
Шпионская микро камера из разбитого ноутбука
Измельчитель срезанных садовых веток в одну собачью силу
Самодельные щупы для мультиметра

"RFF" - может управлять как отдельными 3-мя драйверами шаговых двигателей, так и готовой платой с драйверами для 3-х осевых ЧПУ с LPT выходом. Эта плата альтернатива старому компьютеру c LPT портом, на котором установлен MACH3. Если на компьютере G-код загружается в программу MACH3, то здесь она читается "RFF" c SD карты.
1. Внешний вид платы
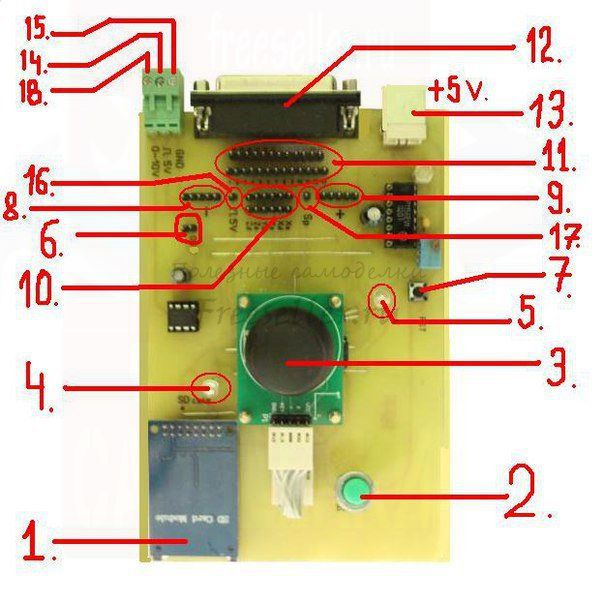
- СЛОТ для SD карты;
- кнопка пуск;
- джойстик ручного управления;
- светодиод (для осей X и Y);
- светодиод (для оси Z);
- выводы для кнопки включения шпинделя;
- кнопка RESET (перезагрузка);
- выводы низкого уровня (-GND);
- выводы высокого уровня (+5v);
- выводы на 3 оси (Xstep, Xdir, Ystep, Ydir, Zstep, Zdir) по 2 вывода на каждый;
- выводы LPT разъема (25 пинов);
- LPT разъем (мама);
- USB разъем (только для питания +5v);
- 1управление частотой шпинделя (ШИМ 5 в);
- GND (для шпинделя);
- вывод для ВКЛ и ВЫКЛ шпинделя;
- управление частотой оборотов шпинделя (аналог от 0 до 10 в).

При подключении к готовой плате с драйверами для 3-х осевого ЧПУ на которой есть LPT выход:
Установите перемычки между 10 выводами и 11 Выводами.
8 и 9 выводы с 11, они нужны если для драйверов выделены дополнительные пины включения и отключения (нет определенного стандарта поэтому это могут быть любые комбинации, найти их можно в описании ,или методом тыка:) -)
При подключении к отдельным драйверам с моторами:
Установите перемычки между 10 выводами Step, Dir платы "RFF" и Step, Dir ваших драйверов. (не забудьте к драйверам и моторам подать питание )
Включите "RFF" в сеть. Загорятся два светодиода.
Вставьте отформатированную SD карту в ЛОТ 1. Нажмите на RESET. Подождите, пока загорится правый светодиод. (Примерно 5 сек) Вытащите SD карту.
На ней появится текстовый файл с именем "RFF".
Откройте этот файл и введите следующие переменные (Вот в таком виде и последовательности):
Пример:
V=5
D=8
L=4.0
S=0
Dir X=0
Dir Y=1
Dir Z=1
F=600
H=1000
UP=0V - условное значение от 0 до 10 начальной скорости при разгоне (акселерации).
Если у вас фрезер, рекомендуется - 3, лазер 10 (многое зависит от плавности хода по направляющим, мощности шаговиков, а также от шага винта L. Чем меньше L тем меньше значение V).
Пояснения по командам
D - дробление шага, установленное на драйверах моторов (на всех трех должно быть одинаковое).
L - длина прохождения каретки (портала), при одном обороте шагового двигателя в мм (на всех трех должно быть одинаковое). Вставьте вместо фрезы стержень от ручки и вручную прокрутите мотор один полный оборот, эта линия и будет значение L.
S - какой сигнал включает шпиндель, если 0 значит - GND если 1 значит +5v (можно подобрать опытным путем).
Dir X, Dir Y, Dir Z, направление движения по осям, тоже можно подобрать опытным путем, устанавливая 0 или 1 (станет понятно в ручном режиме).
F - скорость при холостом ходе (G0), если F=600, то скорость 600мм/сек.
H - максимальная частота вашего шпинделя (нужна для управления частотой шпинделя с помощью ШИМ, допустим если H=1000, а в G-коде прописано S1000 то на выходе при таком значении будет 5v, если S500 то 2.5 v и т.д., переменная S в G-коде не должна быть больше переменной H на SD.
Частота на этом выводе около 500 Гц.
UP - логика управления драйверами ШД, (нет стандарта, может быть как высоким уровнем +5V, так и низким -) установите 0 или 1. (у меня работает в любом случае. -)) )
Сам контроллер
См. видео: плата упарвления с 3-х осевым ЧПУ
2. Подготовка управляющей программы (G_CODE)
Плата разрабатывалась под ArtCam, поэтому Управляющая программа должна быть с расширением. TAP (не забудьте поставить в мм, а не в дюймах).
Сохраненный на SD карте файл с G-кодом должен быть с именем G_CODE.
Если у вас другое расширение, например CNC, то откройте свой файл с помощью блокнота и сохраните его в следующем виде G_CODE.TAP.
x, y, z в G-коде должны быть с большой буквы, точка должна быть точкой, а не запятой и даже целое число должно быть с 3-мя нулями после точки.
Вот в таком виде:
X5.000Y34.400Z0.020
3. Ручное управление
Ручное управление осуществляется с помощью джойстика, если вы не ввели переменные в настройках указанные в пункте 1, плата "RFF"
работать не будет даже в ручном режиме!!!
Для перехода в ручной режим необходимо нажать на джойстик. Теперь попробуйте управлять им. Если смотреть на плату сверху (СЛОТ 1 внизу,
разъем 12 LPT наверху).
Вперед Y+, назад Y-, вправо X+, влево X-, (при неправильном ходе в настройках Dir X, Dir Y, поменяйте значение на противоположное).
Нажмите на джойстик еще раз. Загорится 4 светодиод, значит, вы перешли на управление осью Z. Джойстик вверх - шпиндель
должен подниматься Z+, джойстик вниз - опускаться Z- (при неправильном ходе в настройках Dir Z поменяйте значение
на противоположное).
Опустите шпиндель, чтобы фреза дотронулась до заготовки. Нажмите на кнопку 2 пуск, теперь это нулевая точка отсюда начнется выполнение G-кода.
4. Автономная работа (Выполнение Резки по G-коду)
Нажмите на кнопку 2 еще раз, с небольшим удержанием в нажатом состоянии.
После отпускания кнопки плата "RFF" начнет управлять вашим ЧПУ станком.
5. Режим паузы
Кратковременно нажмите на кнопку 2 при работе станка, выполнение резки прекратится и шпиндель поднимется на 5мм над заготовкой. Теперь можно управлять осью Z как вверх так и вниз, не бояться даже углубиться в заготовку, так как после повторного нажатия кнопки 2, резка продолжится с приостановленного значения по Z. В состоянии паузы доступно отключение и включение шпинделя кнопкой 6. Осями X и Y в режиме паузы управлять не получится.
6. Экстренная остановка работы с выездом шпинделя на ноль
Продолжительно удерживая кнопку 2 при автономной работе, шпиндель поднимется на 5 мм над заготовкой, не отпускайте кнопку, начнется попеременное мигание 2-х светодиодов, 4-го и 5-го, когда мигание прекратится, отпустите кнопку и шпиндель переместится на нулевую точку. Повторное нажатие кнопки 2 приведет к выполнению работы с самого начала G-кода.
Поддерживает такие команды, как G0, G1, F, S, M3, M6 для управления частотой вращения шпинделя есть отдельные выводы: ШИМ от 0 до 5 в и второй аналоговый от 0 до 10 в.
Принимаемый формат команд:
X4.000Y50.005Z-0.100 M3 M6 F1000.0 S5000
Строки нумеровать не надо, пробелы ставить не надо, указывать F и S только при изменении.
Небольшой пример:
T1M6
G0Z5.000
G0X0.000Y0.000S50000M3
G0X17.608Y58.073Z5.000
G1Z-0.600F1000.0
G1X17.606Y58.132F1500.0
X17.599Y58.363
X17.597Y58.476
X17.603Y58.707
X17.605Y58.748Демонстрация работы контроллера RFF






