📌 Категории самоделок
Конкурс самоделок - лето 2019 - завершен

Конкурс самоделок - лето 2019 - завершен
Шпионская микро камера из разбитого ноутбука
Измельчитель срезанных садовых веток в одну собачью силу
Самодельные щупы для мультиметра
![]()
Для изготовления держателя электродов берем обычную водопроводную полудюймовую трубу. С одного из её концов пропиливаем два паза глубиной 8 мм и шириной 6 мм, а также просверливаем отверстия: по два - диаметром 4,5 мм под электрод и диаметром 3 мм под держатель пружины, а одно диаметром 5 мм под клемму.
Фиксатор тоже сделан цельным - он вырезается из стальной полосы толщиной 6 мм. Для скобы используется стальная проволока диаметром 1,5-2 мм. Пружина - от раскладушки. В качестве держателя пружины хорошо подходит отрезок гвоздя диаметром 3 мм. Вот и все детали.
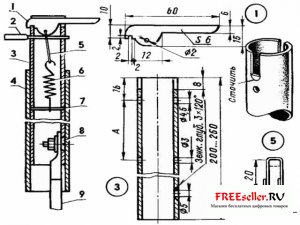
Рис. 1. Держатель электродов для сварки:
1 - фиксатор (сталь, толщина 6 мм), 2 - электрод, 3 - корпус (труба 1/2), 4 - ручка (резиновый шланг), 5 - скоба (проволока стальная, диаметр 1,5...2 мм), 6 - пружина, 7 - держатель пружины (гвоздь, диаметр 3 мм), 8 - винт М5, 9 - электрокабель. Размер А определяется «по месту».
Теперь несколько слов о сборке. Корпус следует зажать в тиски. За скобу фиксатора зацепить пружину. В другой же крючок пружины продеть капроновый шнур и, сложив его вдвое, пропустить через корпус. Фиксатор устанавливается вырезом на сточенный край паза. Остаётся лишь, потянув за шнур, растянуть пружину и зацепить её за держатель.
Электрический кабель сварочного аппарата соединяется с корпусом винтом М5 с потайной головкой. Его можно сделать из подходящего по диаметру шурупа, удалив у него винтовую часть, а на гладкой нарезать резьбу. На держатель натягивается ручка - отрезок толстого резинового шланга так, чтобы он закрыл нижнюю часть корпуса и медный наконечник кабеля.
Такой электрододержатель воплощён «в металле» и успешно прошёл технические испытания. Его изготовление заняло чуть больше двух часов.
МК 1995 02


 для сварки своими руками")