📌 Категории самоделок
Конкурс самоделок - лето 2019 - завершен

Конкурс самоделок - лето 2019 - завершен
Шпионская микро камера из разбитого ноутбука
Измельчитель срезанных садовых веток в одну собачью силу
Самодельные щупы для мультиметра
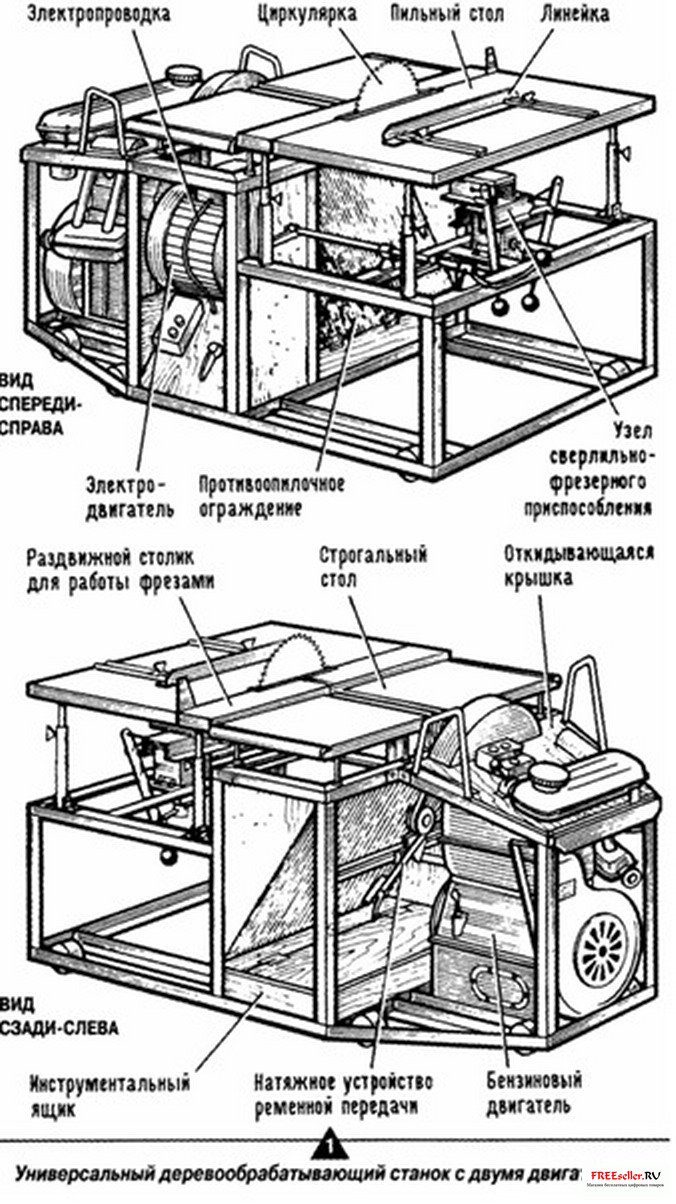
Особенностью этого деревообрабатывающего станка является наличие двух приводов: электрического и бензинового. Конструкция станка обеспечивает простоту повторения, удобство и безопасность в работе. Внимание также уделено предохранению узлов станка от проникновения опилок.
Поскольку в продаже бывают самые разные конструкции фуговальных валов (с различными размерами), размеры использованного вала не приводятся. Такое же замечание нужно сделать в части примененных при создании станка узлов. Автор, по специальности электрик, работает в организации, обслуживающей агрокомплекс. По этой причине, например, в станке использованы ручки от электро рубильников.
Заметным конструктивным отличием этого деревообрабатывающего станка от промышленных образцов служит то, что главная рабочая плоскость (стол) сделана не как обычно - из массивной стальной плиты (толщиной 10 мм и более), а представляет собой сборную конструкцию, сваренную из уголков и листового (сравнительно нетолстого) покрытия.
Основной идеей компоновки было размещение основных узлов так, чтобы работа на станке была безопасной и удобной. Например, «дуги безопасности» предохраняют вращающиеся детали станка от упавших со столов обрабатываемых деталей. А ременная передача упрятана внутрь корпуса.
Габаритные размеры станка зависит:- от приобретенного вала и размеров двигателей. Основой конструкции станка (рис. 1) служит рама, сваренная из уголков 50x50 мм. Для удобства демонтажа бензодвигателя левая часть рамы сделана съемной и крепится болтами М10.
Рис. 1 Универсальный деревообрабатывающий станок с электро и бензодвигателями
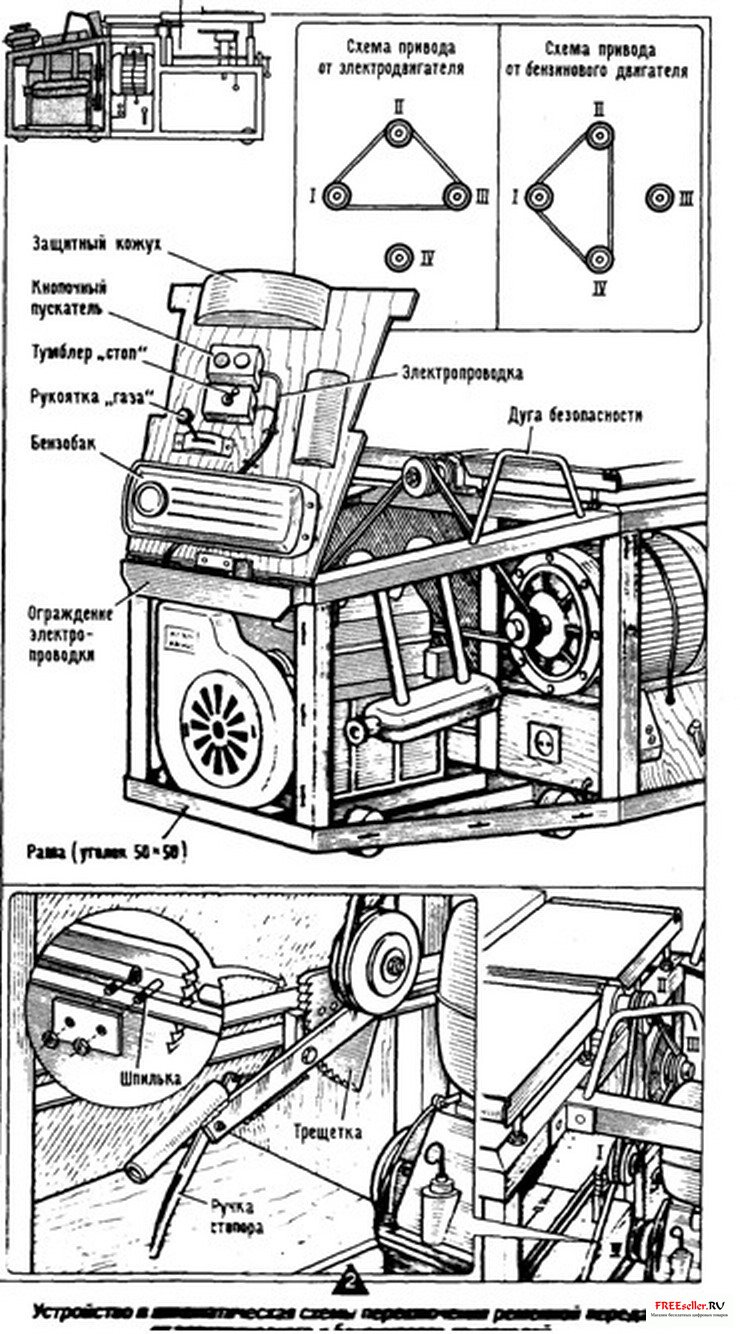
Рис. 2. Ременная передачи схемы переключения передачи электрического и бензинового двигателей.
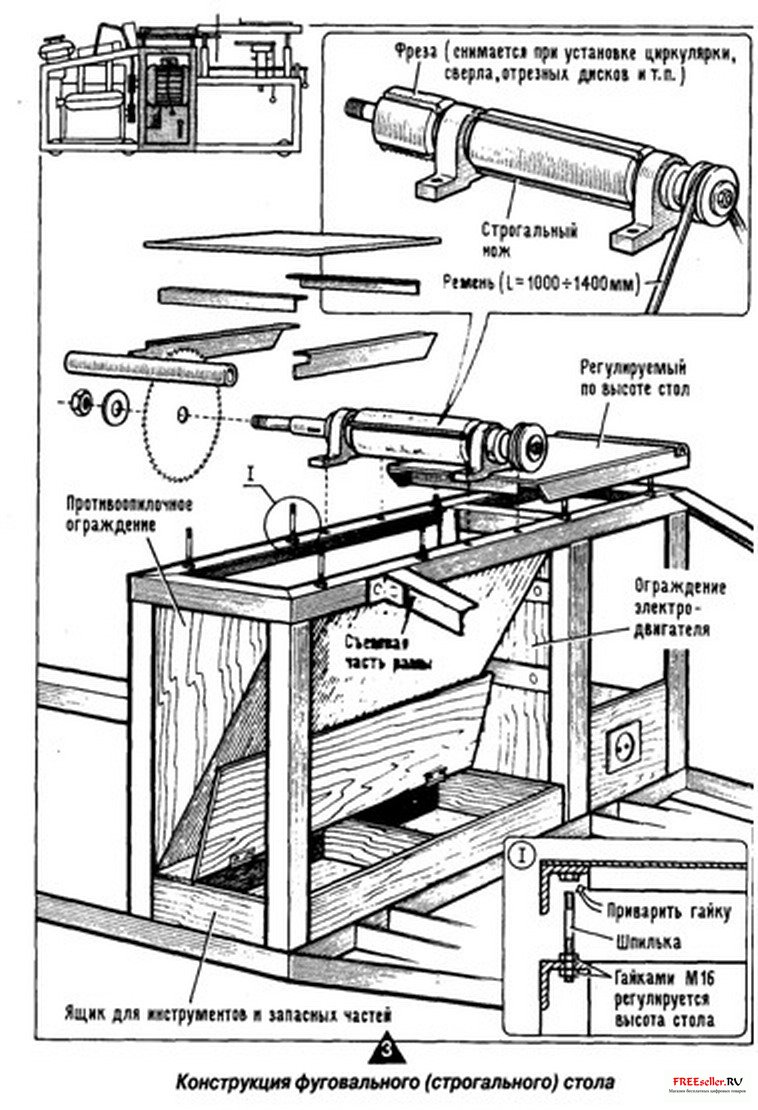
Рис. 3 Конструкция строгального(фуговального) станка
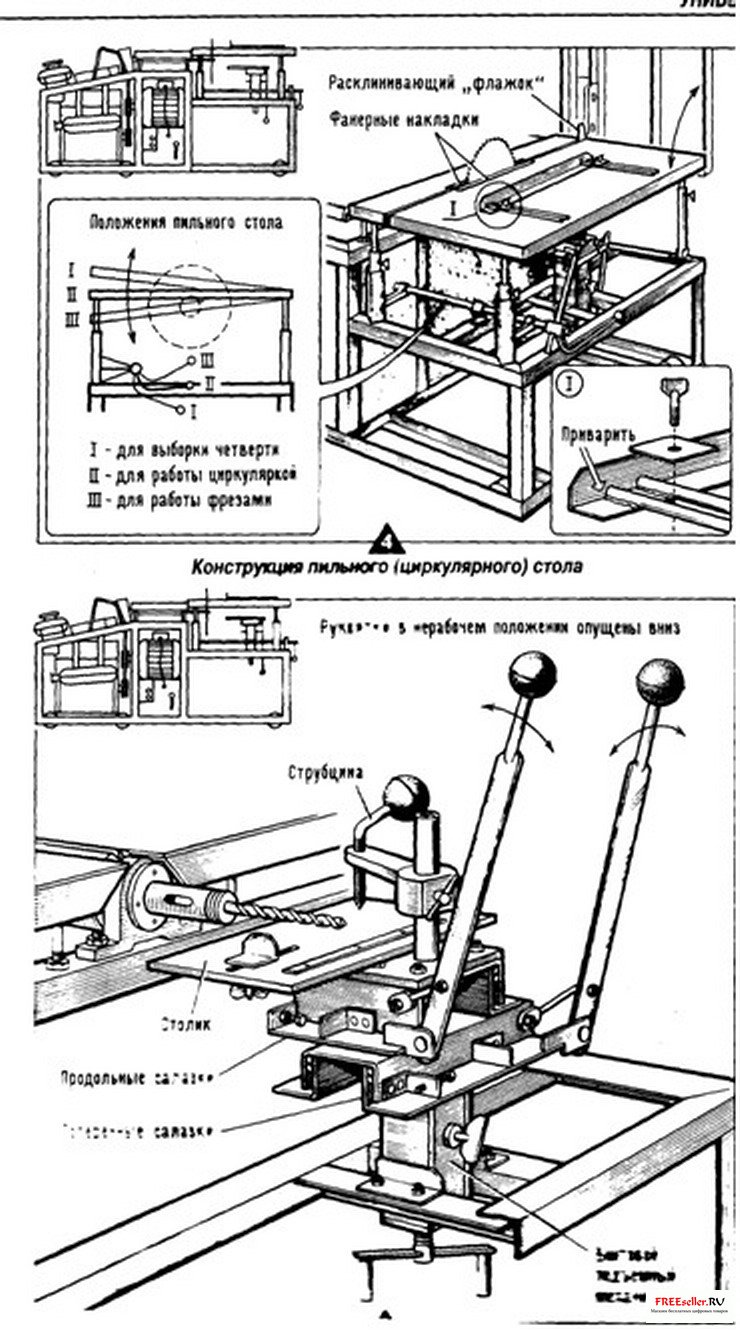
Рис. 4. Конструкция пильного (циркулярного) стола.
Возможность наладочного смещения линейки обеспечена приваренными к ней направляющими, сделанными из прутков 016 мм.
Для облегчения фрезерования предусмотрен прижимной ролик, без которого подавать вручную обрабатываемую деталь к фрезе тяжело.
Сверльно-фрезерное приспособление (рис. 5) обеспечивает крепление обрабатываемых изделий и их перемещение относительно инструмента. Однако при эксплуатации всего узла усилие зажатия деталей общей струбциной затрудняет их перемещение по поперечным салазкам. Видимо, лучше крепить обрабатываемые детали непосредственно на столике. Естественно, когда детали не обрабатывают на столике, струбцину на до снять. То же иметь в виду в части оснащения столика: упор, используемый при обработке небольших деталей, при обработке большой детали снимают
В станке был использован бензобак от мопеда «Рига». Однако запаса бензина в нем (8 л) маловато. Лучше применить более вместительный бак, разместив его рядом со станком. Обращаю внимание на переделку выхлопных труб от бензодвигателя к глушителю. Чтобы отдалить горячий глушитель от деталей станка, пришлось сделать удлинитель из кусков трубы 01", используя гнутые переходники.
При заготовке отрезков металлических профилей я использовал ножовку по металлу: это обеспечивает чистоту среза.
После изготовления узлы стоит окрасить. Этим пренебрегать не стоит: краска не только защищает от коррозии и придает станку элегантный вид, она еще и существенно снижает шум от станка.
Теперь о порядке работы на станке. Прежде всего заправляют ременную передачу на выбранный тип привода: от электродвигателя или от бензомотора. Электродвигатель включен по схеме «треугольник» для работы в однофазной сети. Поэтому его запускают через конденсаторы. При запуске нагрузка должна быть убрана. Для этого натяжное устройство ослабляют (снижают натяжение ремня), чтобы ведущий шкив в ремне пробуксовывал. После некоторого раскручивания, трещеткой дают натяжение ремня. Постепенно раскручивается рабочий вал. Пуск бензинового двигателя осуществляют тоже с постепенным нагружением.
Для отборки четверти (например, при изготовлении декоративной рейки-«шелевки» для отделочных работ) применяют фрезы с небольшой высотой режущих зубьев - до 5 мм. Скорость вращения фрезы порядка 3000 об/мин. Для выполнения этой работы сначала на пильный стол устанавливают дополнительную линеечку. Из направляющих стоек вынимают стопоры, предохраняющие стол от произвольного опускания. Затем ослабляют гайки затяжки фиксации положения металлических столиков относительно рамы пильного стола. Теперь эти столики можно раздвинуть на примерный радиус фрезы (при этом фреза с валом находятся в крайнем верхнем положении). Далее ослабляют зажимное устройство штанги подъемника до тех пор, пока (втугую) можно будет провернуть штангу. Это дает возможность вывернуть барашки фиксации стоек стола (при этом подъемные пальцы подъемника должны быть подведены под стойки). Рабочие поверхности обоих металлических столиков выводят в одну плоскость, и стол понемногу опускают, пока фреза не установится на требуемую высоту. В таком виде фиксируют штангу подъемника и зажимают барашки. На этом установка стола заканчивается. Остается закрепить в нужном положении раздвижные столики (оптимальное положение находят, проворачивая вал с фрезами).
Для выборки четверти также можно установить циркулярку небольшого диаметра и, не вынимая стопоров и не касаясь крепления металлических столиков, подъемником отрегулировать такую высоту стола, чтобы пильный диск обеспечивал нужную глубину пропила. В этом положении стол фиксируют барашками. При этом маленькая линеечка не нужна и ее снимают.
Надобность в узле для сверлильно-фрезерных торцевых работ возникла, как потребность механизации обработки строительных деталей из дерева. В торце вала пришлось сделать гнездо под конус Морзе (для установки сверл).
Для осуществления крепежного устройства обрабатываемой детали есть два пути. Первый - общепринятый. Это создание простого стола, на котором обрабатываемую деталь подают на инструмент вручную. В этом случае нужна только установка (регулировка) стола по высоте. Второе направление - координатное устройство с механической подачей. Оно и было сделано мною в описываемом станке.
А. ИВАННИКОВ, г, Новохоперск
Сделай сам №8 1996






