![]()
Не выкидывайте старые ламповые телевизоры на свалку, они очень даже еще могут пригодиться в домашнем хозяйстве. Примером тому может быть изготовленный мною аппарат точечной сварки, предназначенный для приваривания листовой стали толщиной до 0,5-0,8 мм к массивным стальным деталям. Он может найти применение в быту, а также небольших ремонтных мастерских, например при ремонте автомобилей.
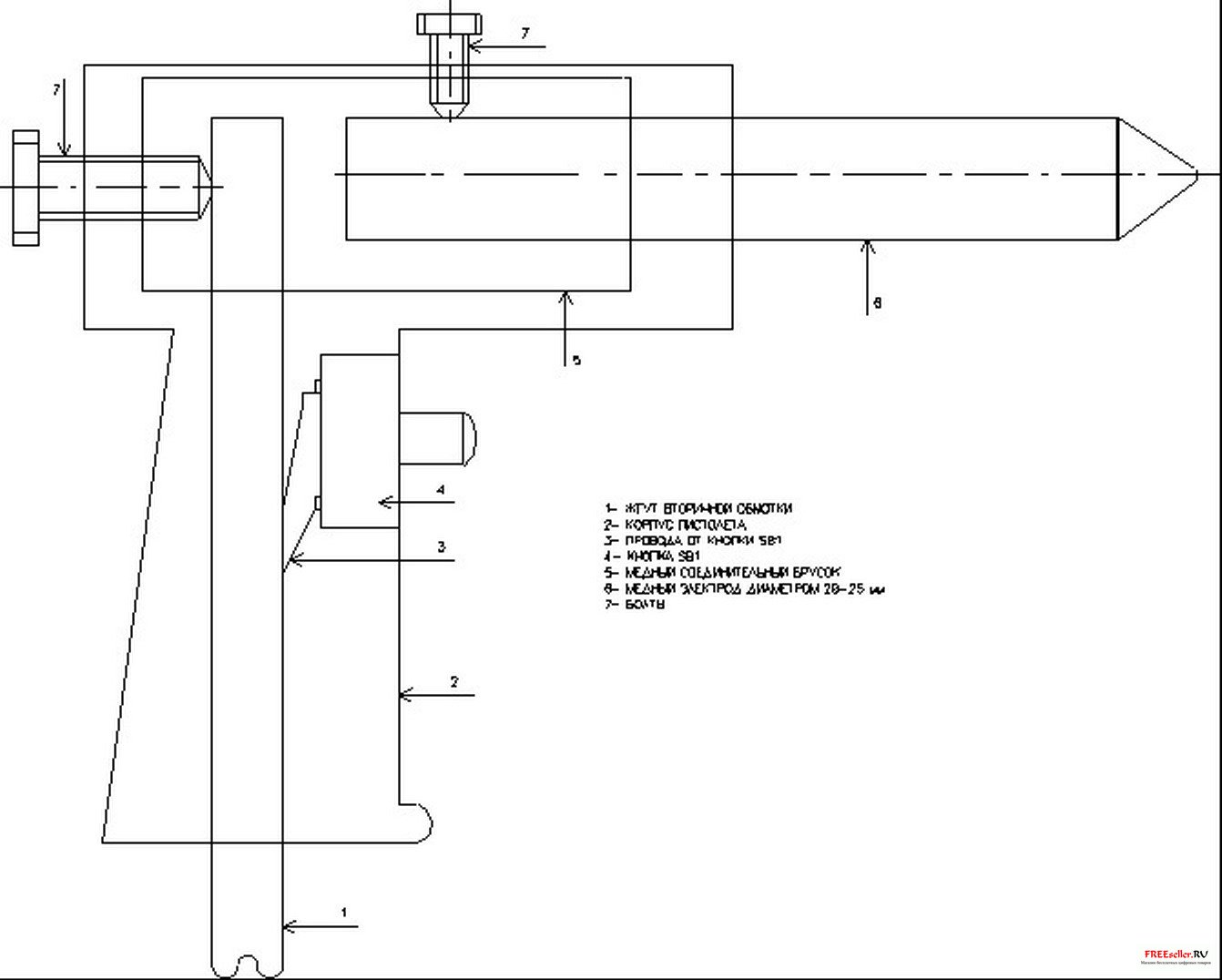
Точечная сварка это приваривание деталей одна к другой при помощи кратковременного импульса с большой силой тока и малым напряжением. В зависимости от толщины привариваемого металла необходимо опытным путем подобрать длительность импульса, при неизменном токе и напряжении (в данной конструкции), так-как мощность и следовательно температура в месте разогрева в основном зависят от этих двух факторов-«ток, время». Увеличивая ток, а он в свою очередь зависит от площади сердечника трансформатора, сечения обмоток, и количества витков (как первичной так и вторичной) обмоток мы можем увеличить мощность, а значит и толщину привариваемой детали. Значительно повышать вторичное напряжение не следует т.к по мнению автора увеличатся потери, а в следствие этого уменьшится мощность отдаваемая на разогрев детали. Процесс приваривания двух деталей точечной сваркой не требует какого либо навыка, надо лишь знать, что детали в месте контакта не должны быть покрашены или покрыты каким либо изоляционным покрытием. Контакт вторичной обмотки должен быть очень надежным, желательно жгут вторичной обмотки присоединить к привариваемой детали как можно ближе. Автор для этого использует специальную струбцину, в которой просверлено отверстие диаметром 17 мм и заведен жгут от вторичной обмотки, который в свою очередь притянут болтом диаметром 12 мм. Второй конец вторичной обмотки заведен в пистолет конструкция его будет рассмотрена позже. В момент приваривания пистолет прижимают к привариваемым деталям, чем сильнее тем лучше и нажимают на кнопку SB1. Удлинять провода вторичной обмотки не рекомендуется т.к. возрастут потери.
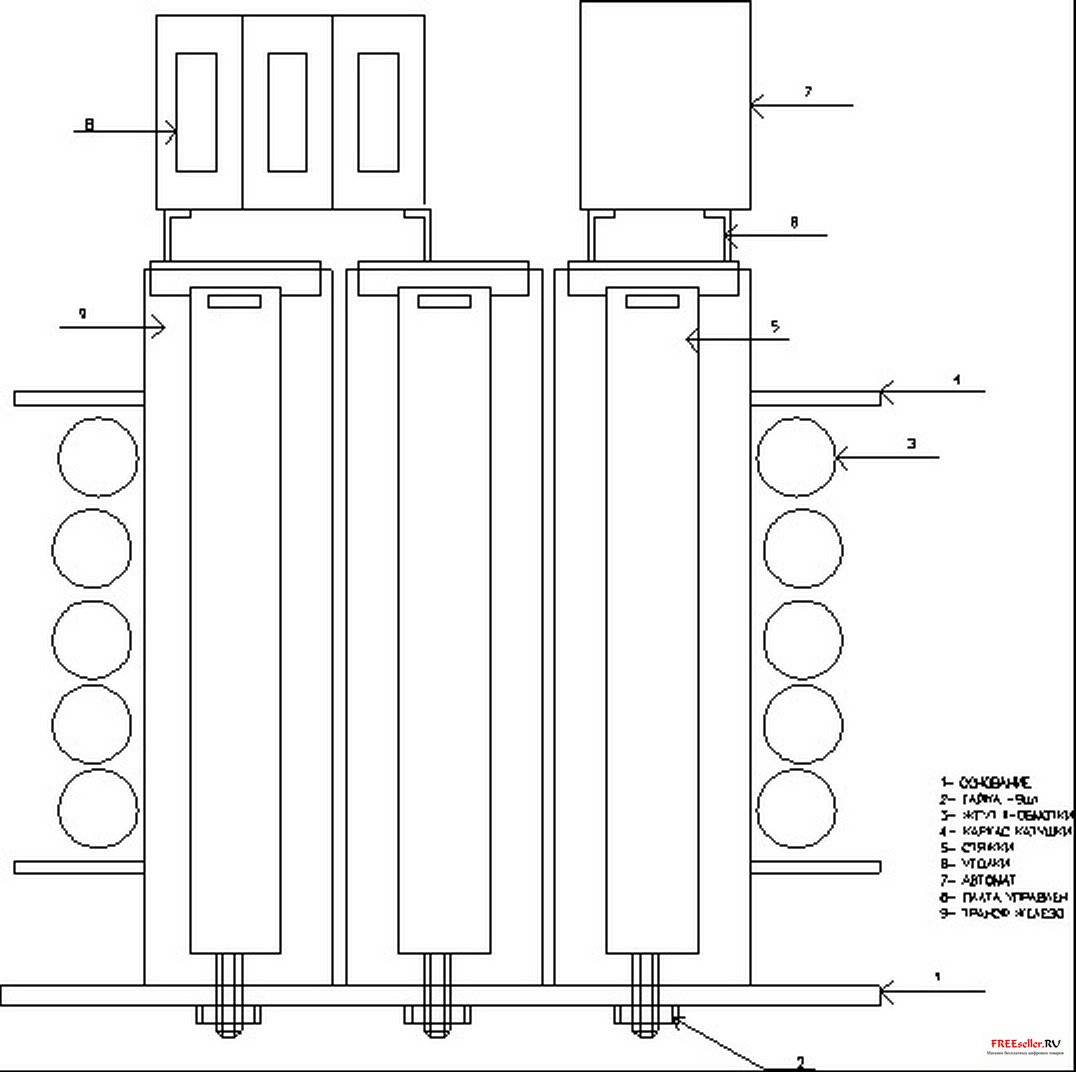
Аппарат изготовлен из шести силовых трансформаторов ТС-270, от старых ламповых цветных телевизоров. А так же из «петлей» размагничивания этих телевизоров. Эскиз устройства изображен на рис 1.
Рис. 1. Эскиз сварочного аппарат контактной сварки
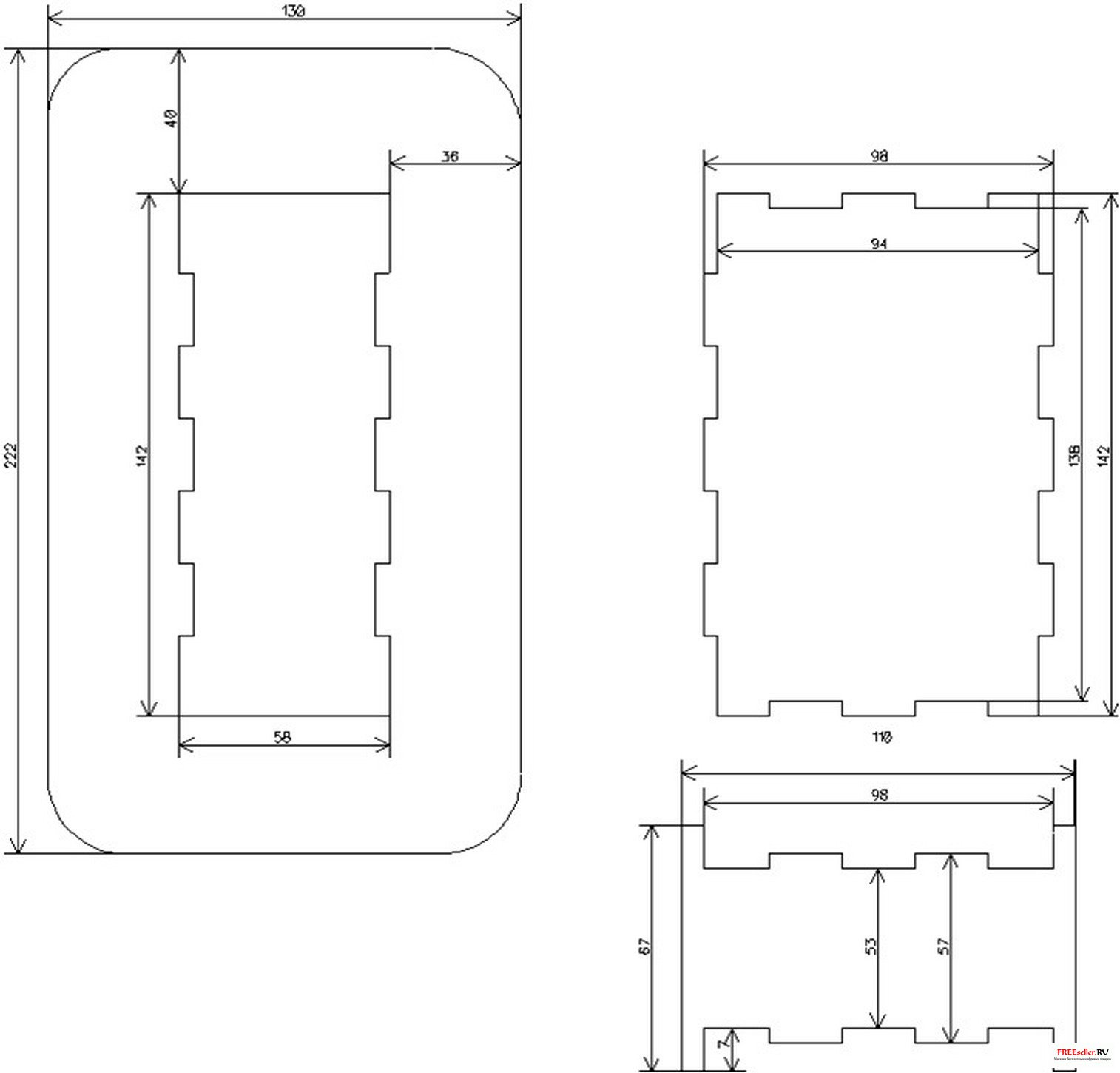
Для этого трансформаторы, и петли размагничивания аккуратно разбираются. Из гетинакса толщиной 2,5 мм изготавливают каркас по чертежам рис 2.
Рис. 2. Каркас из гетинакса сварочного аппарата контактной сварки
На каркас наматывают равномерно жгут из 3-4х проводов диаметром 0,9 мм, провода берутся от сетевых обмоток разобранных трансформаторов. Наматывают 150-160 витков, между слоями прокладывается бумага от тех же трансформаторов. В завершении намотки прокладывается несколько слоев бумаги.
Следующая операция заключается в изготовлении вторичной обмотки. Для этого отмеряется расстояние в 4-5 метров и закрепляются вертикально два деревянных бруска, бруски закрепить можно в настольных тисах. Разбираем петли размагничивания и мотаем жгут из 350-400 проводов, провода можно брать и от трансформаторов важно чтобы жгут получился сечением около 100 кв. мм. Этот жгут обматываем тесьмой и полиэтиленом так же как были обмотаны петли размагничивания. Концы жгута примерно на 50 мм зачищаем, облуживаем, и скручиваем по 10 жил между собой, а затем мощным паяльником спаиваем весь жгут. Таким образом изготовленный жгут наматываем на каркас, количество витков должно быть 4,5-5,5. Собираем трансформатор. Для стяжки я использовал те же детали от силовых трансформаторов только их надо немного доработать.
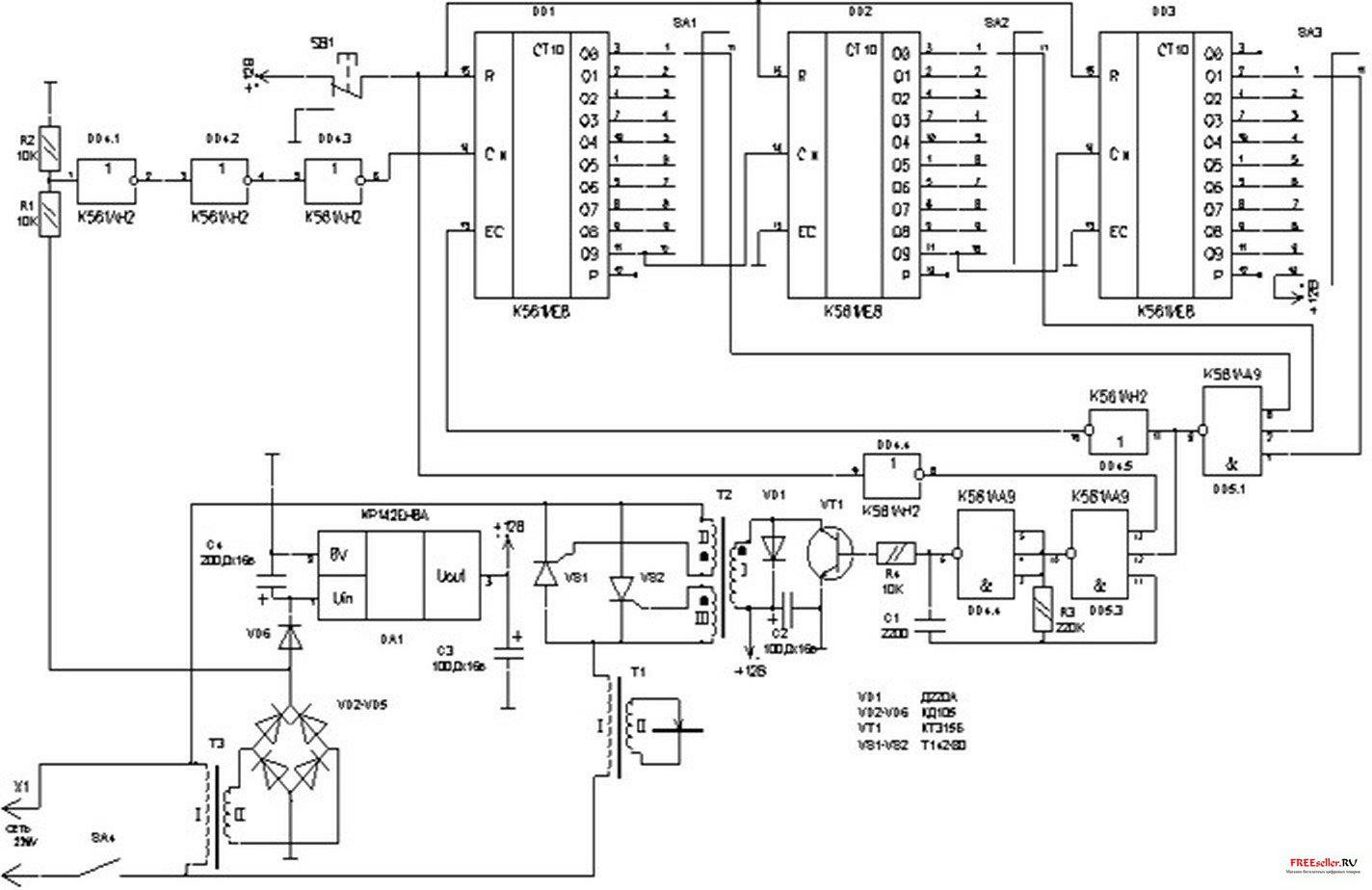
Устройство управления изготовлено по схеме приведенной на рис 3.
Рис. 3. Схема устройства управления сварочным аппаратом контактной сварки
Оно состоит из блока питания собранного на Т3, VD1-VD4 микросхеме D6, устройства выдержки времени D4.1-D4.3, D1-D3, D5.1, D4.5, и формирователя импульса запуска тиристоров D5.2-D5.3, VT1, T2 и VS1-VS2 и собственно сварочного трансформатора Т1. Устройство выдержки времени позволяет формировать импульс длительностью от 1 до 999 полуволн сетевого напряжения, т.е. от 0,01 до 9,9 секунды с точностью 0,01 сек.
Схема работает следующим образом: После включения питания автоматом SA4 напряжение поступает на первичную обмотку трансформатора Т3. Напряжение вторичной обмотки выпрямляется диодным мостом VD2-VD5, а так как фильтрующая емкость разделена диодом VD6 то частота 100 гц поступает через резистивный делитель на вход формирователя прямоугольных импульсов DD4.1-DD4.3, а с него на вход десятичного счетчика. Счетчик начнет считать только тогда кода на входе R, будет логический ноль т.е. будет нажата кнопка, и если на разрешающем входе EC , тоже будет логический ноль. Эти условия будут соблюдены в начальный момент времени т.к. при отжатом состоянии кнопки SB1 на входе R логическая единица и счетчики сброшены на выходах Q0 микросхем DD1-DD3 логическая единица. Предположим что переключатели находятся в том положении которое указано на схеме тогда на 9 ножке DD5.1 будет логическая единица, а на выходе DD4.5 логический ноль, работа счетчика разрешена. А т.к на входе 13 микросхемы DD5.3 логический ноль то схема генератора на DD5.2-DD5.3 будет заблокирована. При нажатии на кнопку SB1 генератор начнет работать и пока на всех входах микросхемы DD5.1 не появятся единички он будет продолжать выдавать импульсы которые через транзистор VT1 и трансформатор Т2 будут открывать тиристоры VS1-VS2 при каждой полуволне.. Таким образом на трансформатор будет подан импульс из n-количества полуволн.
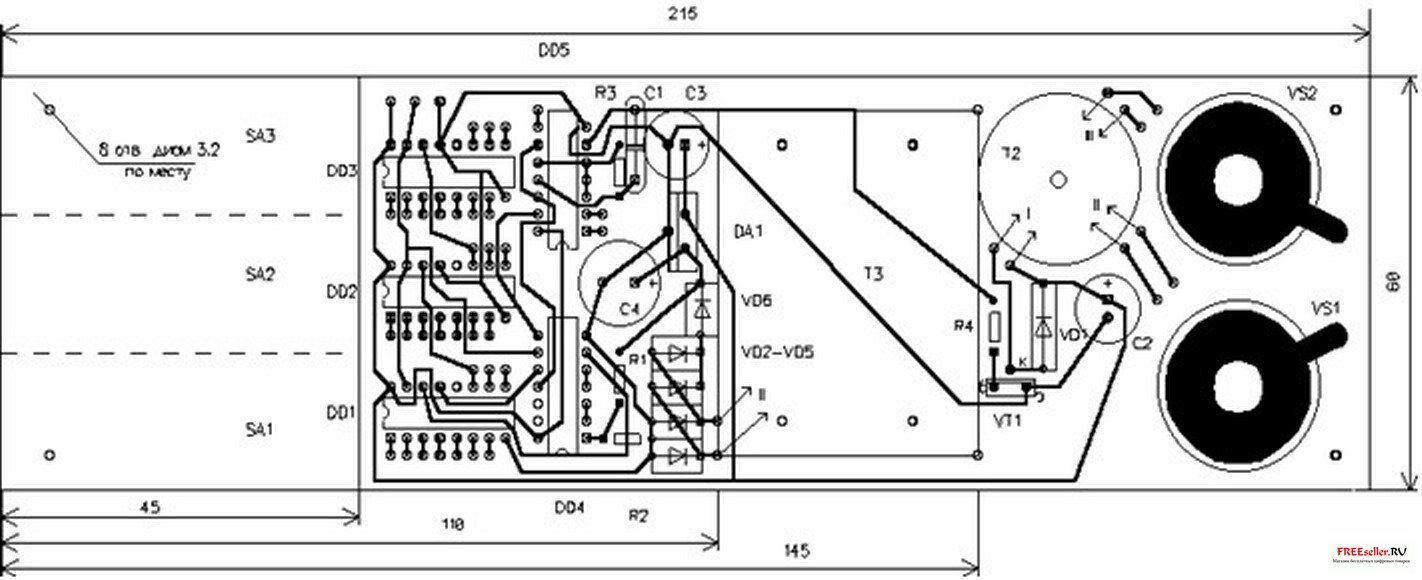
Все детали устройства управления размещены на односторонней печатной плате размерами 215х60 мм. Ее чертеж показан на рис 4.
Рис.4 Печатная плата схемы управления сварочным аппаратом контактной сварки
Рис. 5. Схема пистолета для сварочного аппарата контактной сварки
Длительность импульса следует предварительно определить приварив такую же жесть например к уголку, затем надо попробовать оторвать, если в месте сварки остались отверстия значит ток подобран верно.
О деталях:
Трансформаторы от телевизоров для сборки силового трансформатора надо выбирать с маркировкой ТС-270. Если вам попались с маркировкой ТСА - значит у них обмотки сделаны алюминиевым проводом и эти провода использовать не удастся хотя само железо подойдет. Тиристоры установлены без радиаторов, вместо VS1-VS2 можно применить Т142-50 или один симистор ТС2-80. Трансформатор Т3 с напряжением вторичной обмотки 13-20 вольт, потребляемый ток очень мал 20-50 миллиампер, поэтому подойдет практически любой силовой трансформатор. Можно рекомендовать использовать трансформатор от черно-белого телевизора ТВК-110ЛМ. К выводам 1-2 подсоединить 220в , а 3-4 обмотки (13 вольт) использовать как вторичные, если-же сетевое напряжение у вас занижено, то желательно использовать 5-6 обмотки (22вольта). Т2 намотан на кольцевом ферритовом сердечнике марки M2000НМ размером К20х12х6. Первичная обмотка содержит 100 витков провода ПЭЛШО диаметром 0,15, II и III содержит по 60 витков того-же провода. Обмотки и само кольцо необходимо тщательно изолировать лакотканью.
В данной конструкции использовались наборные переключатели от старых станков с ЧПУ типа ПМП-10200ПУ3 или ПП10. Какие будут использованы переключатели существенного значения не имеет главное чтобы они имели одну группу на 10 позиций. Кнопка SB1 типа МП11 или КМ1-1. В качестве SA4 был применен автомат А63 -на 20 ампер которые используют в квартирных щитках.
Литература:
1. В. Папенин. Переносный аппарат для точечной электросварки. Радио N12-78г. стр.47