📌 Категории самоделок
Конкурс самоделок - лето 2019 - завершен
Шпионская микро камера из разбитого ноутбука
Измельчитель срезанных садовых веток в одну собачью силу
Самодельные щупы для мультиметра
Маленькие ножички для вскрытия упаковки из лезвий от канцелярского ножа

Как известно, стальные и другие металлические изделия покрывают золотом, как с декоративной, так и с технологической целью - золотое покрытие весьма прочно и обладает очень высокой коррозионной стойкостью. В домашних условиях позолоту проще всего осуществлять контактным и горячим методами, поскольку они не требуют особого специфического оборудования и достаточно безопасны.
Контактный способ - электролитическое золочение без внешнего источника тока - позволяет получить равномерные и очень плотные покрытия, достаточно плотно держащиеся на поверхности металла. Так как в данном случае процесс “электролиза” осуществляется в результате разности потенциалов детали и электролита, то качественно позолотить удается лишь латунные детали или детали из других металлов, предварительно покрытых тонким слоем латуни.
Перед нанесением слоя латуни на поверхность изделия из стали, изделие шлифуют, полируют, после чего его поверхность обезжиривают и протравливают, то есть подвергают химической обработке. Первые три операции не требуют особых пояснений. Травление же стальных изделий проводят в щелочном растворе, содержащем 20 - 30 г/л гидрата окиси калия (или гидрата окиси натрия) и нагретом до 75 - 85 гр. С. Время травления изделия в горячем растворе составляет при-мерно полчаса, при комнатной температуре изделие держат в щелочи не менее 1 ч. После тщательной промывки в проточной воде деталь погружают на 1 минуту в 0,5%-ый раствор соляной кислоты, чтобы удалить с поверхности металла следы окислов железа. Из раствора соляной кислоты (опять же после тщательной промывки) деталь помещают в ванну для электролитического латунирования, причем, чем скорее влажная деталь очутится в ванне, тем лучше будет покрытие.
Состав электролита (гальванической ванны) для латунирования приведен ниже (в г/л):
- ционид меди 30 - 35
- ционид цинка 8 - 12
- ционид натрия 20 - 25
- карбонат натрия 6 - 8
- бикарбонат натрия 8 - 12+- гидроокись аммония 3 - 5
Компоненты электролита растворяют в дистиллированной воде. Латунирование ведут при температуре раствора 25 - 35 градусов С и плотности тока 0,3 - 0,5 А/кв.дм. В качестве источника тока подойдут гальванические элементы типа 373. Понадобится также реостат для регулирования тока.
Анодом служит пластина из латуни марки М70. Для получения более однородного по толщине покрытия деталь в процессе электролиза необходимо поворачивать. Так как слой латуни служит подслоем для последующего слоя золота, требуется нарастить слой латуни толщиной не менее 1 мкм, для чего потребуется примерно 15 - 20 минут. Учтите, что поверхностный слой свежеосажденной латуни получается весьма непрочным, и касаться его нельзя.
В тех случаях, когда слой латуни выполняет роль декоративного покрытия, его рекомендуется обработать раствором какого-либо пассиватора для повышения прочности и атмосферостойкости. В нашем же случае латунный слой - промежуточный “продукт”, так что его незапассированная поверхность только способствует взаимной диффузии латуни и золота, приводя к упрочнению соединения слоев. Поэтому после тщательной промывки в горячей воде отлатунированную деталь сразу переносят в ванну для золочения. Некоторые составы ванн для контактного золочения приведены в таблице.
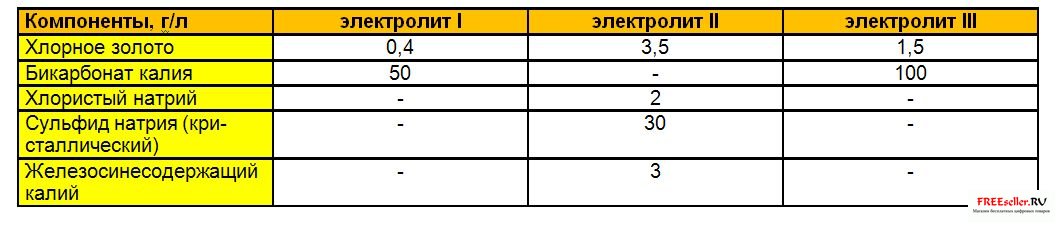
Температура раствора в процессе золочения - 70-80 гр., время для получения слоя золота толщиной около 0,1 мкм составляет: для ванны I - 3-5 минут; для ванны II и III - 5-10 минут. Значительно увеличивать время пребывания изделия в ванне не имеет смысла - при достижении указанной выше толщины слоя золота процесс практически прекращается и утолщения слоя позолоты получить не удается.
Контактное золочение осуществляется в электролитической установке, разрез которой показан на рис. Как видно из рисунка, в стеклянной емкости размещен цилиндрический электрод (анод) из цинка, погруженный во вспомогательный электролит - раствор хлористого натрия (концентрация раствора 30 г/л). Внутри стакана из пористой керамики на медной проволоке подвешивают деталь, которую требуется позолотить. Проволока удерживается в центре стакана с помощью опоры (например, трубки) из изолирующего материала, которую крепят на стакане. Таким образом, проволока не контачит со стаканом, но электрически соединена с цинковым анодом. В данной установке стакан из пористой керамики играет роль полупроницаемой диафрагмы, разделяющей растворы двух электролитов и препятствующих их смешению, но не создаю-щей преград для процесса электронно-ионной проводимости. Если такого стакана у Вас нет, в качестве полупроницаемой перегородки подойдут брезент, фильтрованная и даже непроклеенная бумага. Только учтите, что при замене материала перегородки придется экспериментально определить время электролиза и откорректировать состав ванны. После золочения деталь тщательно промывают и высушивают на воздухе. Несмотря на небольшую толщину слоя золота, покрытие получается достаточно плотным, прочным и блестящим.
Характерной особенностью данного способа золочения является высокая прочность сцепления слоя позолоты с основным металлом, но этот показатель, как уже говорилось ранее, в большой степени зависит от качества предварительной подготовки поверхности металла под латунирование.
В тех же случаях, когда не требуется высокая прочность сцепления покрытия, и слой позолоты предназначен для чисто декоративных целей, лучше воспользоваться так называемым горячим способом золочения - методом менее трудоемким и более безопасным.
Для горячего золочения готовят раствор следующего состава (в г):
- кислота азотная (плотность 1,36 г/куб.см) 20
- кислота соляная (плотность 1,18 г/куб.см) 20
- золото 1
- сурьма хлористая 1
- олово 1
- борная кислота (насыщенный раствор) 20
Раствор готовят следующим образом. В стеклянной посуде смешивают азотную и соляную кислоту и в получившей-ся “царской водке” растворяют золото, после чего добавляют хлористую сурьму и олово. Далее посуду ставят на водяную баню и после полного растворения олова в раствор добавляют борную кислоту. Работать с раствором надо с соблюдением всех необходимых предосторожностей - жидкость весьма агрессивна, так что попадание ее кожные покровы опасно, а пары жидкости - ядовиты (содержат окислы азота и хлор).
Изделие, предназначенное для золочения, предварительно шлифуют, полируют, обезжиривают, а также протравливают, прокипятив в щелочи. После чего “золотой” раствор наносят на промытую подготовленную поверхность изделия мягкой кистью. Когда раствор подсохнет, изделие прогревают в пламени спиртовки или на костре из древесного угля. В результате образуется позолота, не требующая дополнительной обработки, но сцепление слоя позолоты с основным ме-таллом не обладает высокой прочностью.
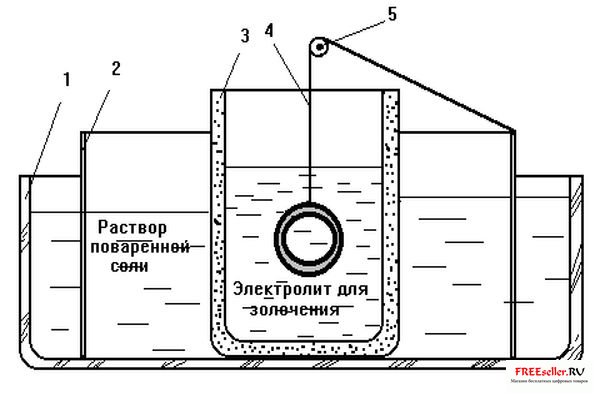
Рис.1. Устройство ванны для электролитического нанесения слоя позолоты контактным способом: 1 - стеклянный сосуд, 2 - кольцевой электрод, 3- стакан из пористой керамики, 4 - медная проволока (подвеска), 5 - опоры подвески (изолятор)






